

A CAD designer creates 3D model of the tool from CAD data. Die or tool for imparting a desired shape, form, or finish to a material.
The tool is used to create a wax pattern, using thermos setting wax injection moulding machines.

The resulting wax ‘pattern’ is attached to a ‘tree’ (essentially a central wax form).

The Wax Assembly is coated in liquid ceramic slurry (silica sol).

In order to minimize ceramic shell cracking, the dewaxing autoclave must quickly transfer thermal energy into the ceramic shell and melt the surface wax so that it can be absorbed into the primary ceramic interface layer.

The shell is filled with molten metal (a range of ferrous metals like cardon steels, alloy steels, nickel based super alloys, super duplex etc.)

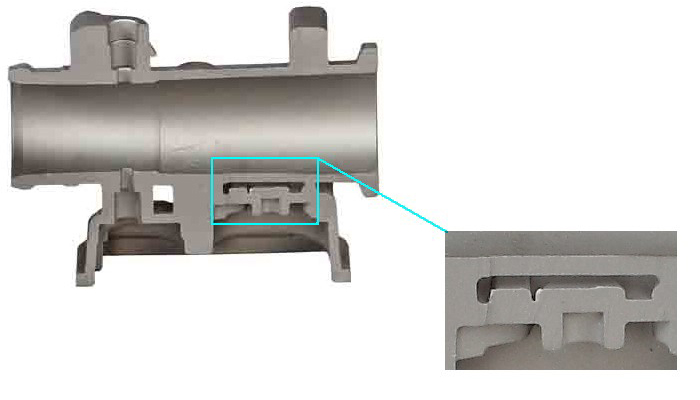
Once cooled, the ceramic shell is mechanically removed to reveal the cast metal mould beneath.

This heat treatment process is used to improve the mechanical properties of steels, fatigue life, wear resistance and provide anti corrosion properties.

Metal Castings are removed from the assembly by various cutting techniques. Once removed, the individual cast parts are worked individually for fettling & subsequent process.

Inspection of castings is done to ascertain various characteristics. Generally, the inspection of castings is carried out to ascertain the required surface finish, dimensional accuracy, various mechanical and metallurgical properties and soundness. various tests used for inspection of castings.

All finished items will be packed as necessary for safe transportation, i.e. in Wooden Case, cardboard carton or Jiffy Bag dependent on weight, value and method of transportation. Where necessary suitable protective wrapping paper to protect against damp shall be used.
With the help of extensive knowledge and experience we have successfully achieved some of the toughest goals. Primary reason behind this success is our team work and willing to accept challenges.




DIN ISO 2768: General Tolerance for linear and angular dimensions without individual tolerance.
P 690: VDG- reference sheet, investment castings dimension tolerances.
MSS -SP-55: Quality standard for steel castings for valves, flanges and fittings and other piping components visual method.
ASTM A 997: Standard specification for investment castings surface acceptances standards visual examination.
Minimum Weight: Few Grams
Maximum Weight: 80 Kgs Single Piece Weight
600 x 600 x 600 mm
| Dimensions in Inch | Dimensions in mm | ||||
|---|---|---|---|---|---|
| Dimension | Normal | Premium | Dimension | Normal | Premium |
| up to 1/2 | ± 0.007 | ± 0.003 | up to 12.7 | ± 0.18 | ± 0.08 |
| 1/2 to 1 | ± 0.010 | ± 0.005 | 12.7 to 25.4 | ± 0.25 | ± 0.13 |
| 1 to 2 | ± 0.015 | ± 0.010 | 25.4 to 50.8 | ± 0.38 | ± 0.25 |
| 2 to 3 | ± 0.020 | ± 0.015 | 50.8 to 76.2 | ± 0.51 | ± 0.38 |
| 3 to 4 | ± 0.025 | ± 0.018 | 76.2 to 101.6 | ± 0.64 | ± 0.46 |
| 4 to 5 | ± 0.030 | ± 0.020 | 101.6 to 127.0 | ± 0.76 | ± 0.51 |
| 5 to 6 | ± 0.032 | ± 0.022 | 127.0 to 152.4 | ± 0.81 | ± 0.56 |
| 6 to 7 | ± 0.035 | ± 0.025 | 152.4 to 177.8 | ± 0.89 | ± 0.64 |
| 7 to 8 | ± 0.038 | ± 0.028 | 177.8 to 203.2 | ± 0.96 | ± 0.71 |
| Length of Toleranced Element | Permissible Dimensional Variation |
|---|---|
| Upto 25 mm | 0.15 mm |
| 25 to 50 mm | 0.25 mm |
| 50 mm | 0.6% |
| Hole Dia. or Groove/Slot width d(mm) | Greatest Length/Depth | Greatest depth, bottom | ||
|---|---|---|---|---|
| Through hole l | Through hole l | Through hole l | Through hole l | |
| 2 up to 4 | 1 X d | 0.6 X d | 1 X d | 0.6 X d |
| 4 up to 6 | 2 X d | 1.0 X d | 2 X d | |
| 6 up to 10 | 3 X d | 1.6 X d | 3 x d | 1.6 X d |
| 10 | 4 x d | 1.6 X d | 4 x d | 2.0 X d |
TECHNICAL NOTE: Product drawings received from customers are reviewed for process feasibility, tolerances etc. If required, commented drawings will be sent to customers for their opinion & approval before commencing die development work after receipt of purchase order. (For Investment Casting Tolerances, Reference document is IS 11166 CLASS II)